Wichtige Aspekte bei der Herstellung von Mehrschichttabletten
Mehrschichttabletten kombinieren therapeutische Payloads in einer einzigen Darreichungsform.
Ein weiterer Vorteil ist, dass der in jeder Schicht der Tablette enthaltene Wirkstoff mit unterschiedlichen Freisetzungsprofilen versehen werden kann. Im Vergleich zu Einschichttabletten ist die Herstellung von Mehrschichttabletten jedoch die größere Herausforderung. Auf den ersten Blick scheint es sich um einfache Duplizierungen des klassischen Einschichtpresszyklus‘ zu handeln, die nacheinander in derselben Tablettenpresse durchgeführt werden. In Wirklichkeit ist aber nur der Anfang des Prozesses bis zur Dosierung der ersten Schicht klassisch. Ab diesem Punkt werden die Unterschiede deutlicher.
Das Hinzufügen weiterer Schichten in einer Tablette birgt einige Herausforderungen. Die vorherige Schicht muss zum Beispiel so vorbereitet werden, dass sie eine Verbindung mit der nächsten Schicht ermöglicht und zugleich eine perfekte Trennlinie zwischen den Schichten aufweist. Während der Befüllung der nächsten Schicht muss der Unterstempel nicht wie beim klassischen Presszyklus mit einer Füllkurve nach unten gezogen werden. Außerdem darf das aus dem Füllschuh dosierte Produkt nicht zurückgeführt werden, weil es sonst zu Kreuzkontaminationen zwischen den Schichten kommen würde. Das individuelle Gewicht jeder Schicht muss geregelt werden, während sich mehrere Schichten in der Matrize befinden.
Bei der Herstellung von Mehrschichttabletten sind einige wichtige Punkte zu beachten.
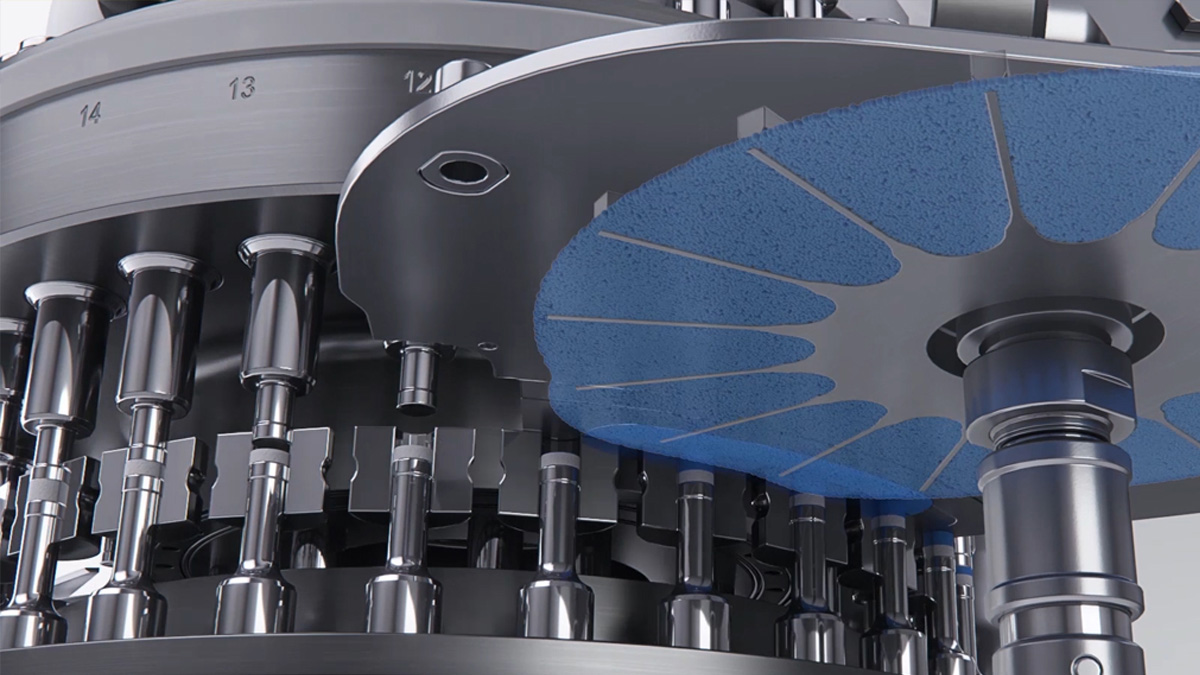
Füllen. Die erste Schicht wird in der Regel mit einer Füllkurve gefüllt, die den Unterstempel nach unten zieht. Bei der zweiten und den folgenden Schichten dringt jedoch nur der Oberstempel in die verdichtete vorherige Schicht ein und schafft so Platz in der Matrize. Dieser Raum wird zum Füllen der nächsten Schicht genutzt. Nach der ersten Schicht kann keine Füllkurve eingesetzt werden, weil die verdichtete erste Schicht wegen der radialen Matrizenwandkräfte in der Matrize in der gleichen Position verbleiben kann. Mit dem Eindringen des Oberstempels wird Platz in der Matrize geschaffen, die verdichtete erste Schicht tiefer in die Matrize gedrückt und so die Füllung der nächsten Schicht erleichtert.
Anpressen. Eine niedrige Anpresskraft zwischen 100 N und 1000 N mit einem minimalen Verdichtungseffekt wird typischerweise auf die Zwischenschichten appliziert, damit für die Füllung der nächsten Schicht eine ebene Oberfläche entsteht. Die Anpresskraft wird dann für die Gewichtsregelung der entsprechenden Schicht verwendet.
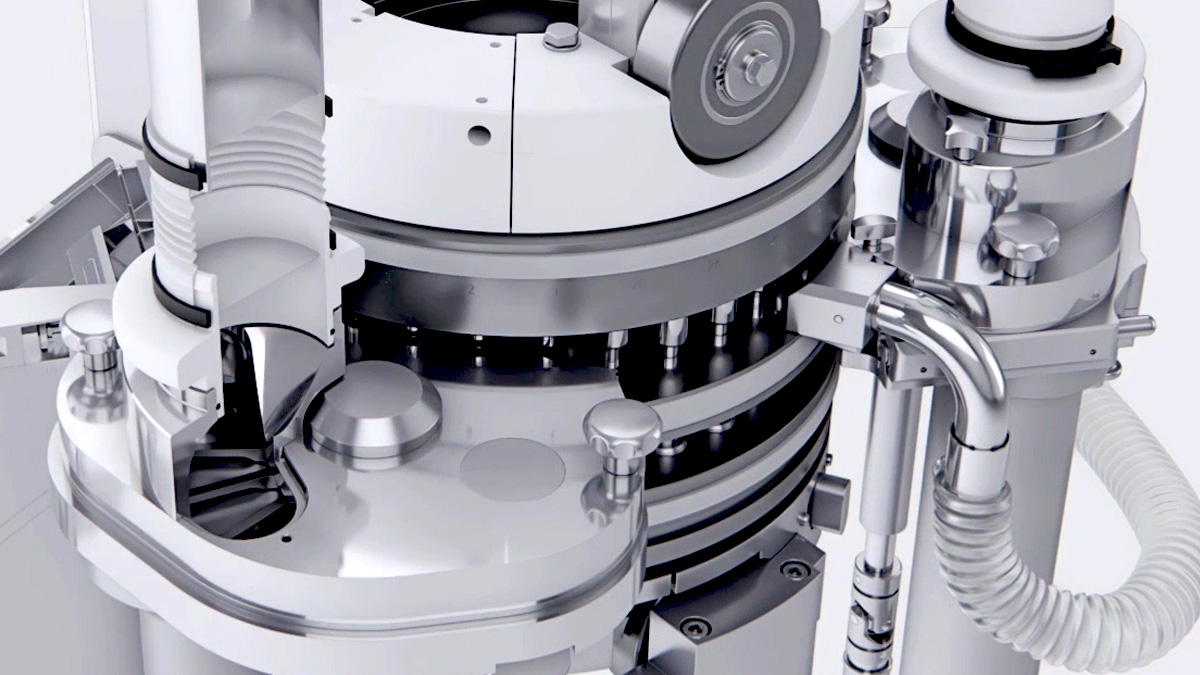
Schichttrennung. Es gibt verschiedene Möglichkeiten, das Einfließen einzelner Schichten in den Füllschuh der nächsten Schicht zu verhindern. Die besten Resultate werden erzielt, wenn das Material im jeweiligen Füllschuh eingeschlossen und eine Absaugdüse eingebaut wird, um eventuell austretende Feinanteile oder Rückstände aufzufangen.
Gewichtsregelung. Das endgültige Tablettengewicht wird durch die Hauptpresskraft geregelt. Die Einschicht-Gewichtsregelung basiert auf dem gleichen Prinzip, ist aber an die Anpresskräfte und die Einschicht-Probenahme angepasst. Wegen der geringeren Kräfte, die bei dem Anpressen von Mehrschichttabletten appliziert werden, müssen die Kraftmessdosen möglicherweise eine höhere Empfindlichkeit aufweisen.
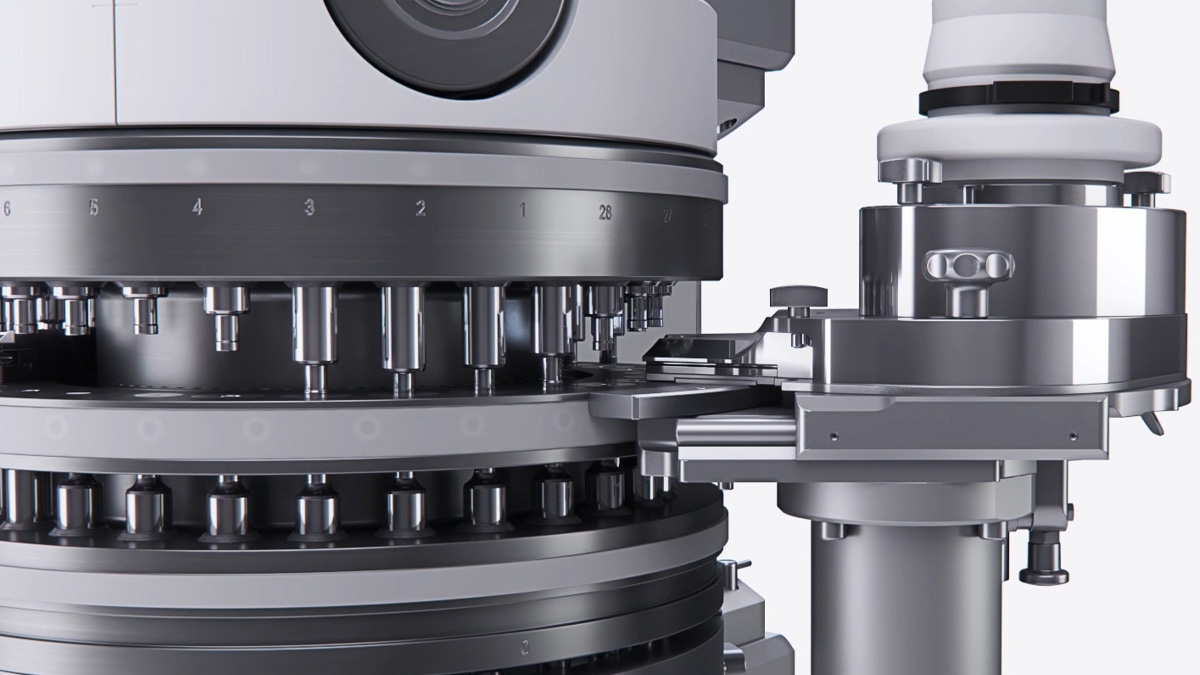
Schichtprobenahme. Wie können wir eine einzelne Schicht beproben, wenn sie nur angepresst und der Pressvorgang noch nicht beendet wurde? Eine Probenahme aus der Zwischenschicht ist möglich, wenn die Anpresskraft dabei erhöht wird. Die erzeugte Probe ist hart genug für eine Gewichtsmessung. Einige Tablettenpressen können jede einzelne Schicht durch eine zusätzliche Ablaufrutsche direkt nach dem Anpressenauswerfen. Andere sind mit zurückziehbaren Füllschuhen ausgestattet, und die Schicht wird über die normale Ablaufrutsche ausgeworfen. In diesem Fall werden die Schichten in der letzten Pressstation gehärtet, und die Anpresskraft wird weiterhin während der Schichtprobenahme automatisch geregelt.
Die folgenden Prozessparameter sind beim Mehrschicht-Tablettieren entscheidend:
Rotorgeschwindigkeit. Da der Presszyklus bei Mehrschichttabletten komplexer als bei Einschichttabletten ist, muss er sehr präzise eingestellt werden. Die Rotorgeschwindigkeit und die damit verbundenen Druckhaltezeiten für Füllung und Komprimierung sind daher kritische Parameter für das Erreichen des Soll-Gewichts und der Soll-Härte der Schichten.
Füllen. Im Gegensatz zur Herstellung von Einschichttabletten sind nicht nur die Zeit und der Platz für das Füllen der aufeinanderfolgenden Schichten begrenzt, sondern auch der Füllbereich für die zweite und die folgenden Schichten. Alle Parameter, die sich auf das Füllen der verschiedenen Schichten beziehen, sind daher entscheidend für das Erreichen eines homogenen Gewichts der Schichten und der fertigen Tabletten. Die Konfigurationen der Füllschuhräder und die Geschwindigkeiten der aufeinanderfolgenden Füllschuhe sowie die Einstellungen für das Eindringen des Oberstempels haben großen Einfluss auf die Erreichbarkeit der Zielparameter (homogenes Gewicht und Härte).
Anpresskraft. Eine Untersuchung der Anpresskraft wird im Allgemeinen empfohlen, um die maximale Kraft zu ermitteln, bei der eine Delamination (d. h. eine Schichttrennung nach dem Tablettieren) auftritt. Die maximale Kraft wird am unteren Ende durch die Kraft ausgeglichen, die notwendig ist, um eine klare horizontale Trennlinie zwischen den Schichten zu erzeugen. Wegen der geringeren Kräfte, die beim Anpressen appliziert werden, müssen die Kraftmessdosen möglicherweise eine höhere Empfindlichkeit aufweisen.
Staubabsaugung zur Schichttrennung. Eine effektive Schichttrennung ist bei Mehrschichttabletten nicht nur aus ästhetischen, sondern auch aus chemischen und pharmakologischen Gründen (z. B. Unverträglichkeiten zwischen den Wirkstoffen, unterschiedliche Freisetzungsprofile usw.) entscheidend. Die Absaugung sollte daher hoch genug sein, um eine Kreuzkontamination zwischen den Schichten zu vermeiden, aber nicht so hoch, dass die Produktionsleistung beeinträchtigt wird. Eine übermäßige Staubabsaugung kann darüber hinaus die Homogenität des Schichtgewichts beeinträchtigen.
Welche Lösungen gibt es für die typischen Herausforderungen bei der Produktion von Mehrschichttabletten? Für das benötigte Schichtgewicht ist es wichtig, ein ausreichendes Eindringen des Oberstempels zu erreichen. Es gibt Oberstempel, die für die Mehrschichtverpressung ausgelegt sind (d. h. die obere Stempelspitze muss länger sein als die maximale Eintauchtiefe, während der Unterstempel und die Matrize die gleichen sind wie bei der Einschichttablettierung). Einige Tablettenpressen bieten auch die Option größere Fülltiefe.
Weiterhin muss erreicht werden, dass die Pressmassen der verschiedenen Schichten auch mit weniger Platz und Zeit zum Füllen der Matrize richtig fließen. Für diese Aufgabe gibt es Füllschuhe in verschiedenen Ausführungen.
Geringe Anpresskräfte müssen mit hoher Genauigkeit gemessen werden. Dafür sind Druckrollen mit Dehnungsmessstreifen erhältlich, die an den niedrigen Kraftbereich angepasst sind.
Bei der Vermeidung des Delaminationsrisikos, mit dem sich Hersteller auch auseinandersetzen müssen, sind Rezeptur und Schmierung mit speziell auf Mehrschichtanwendungen abgestimmten Hilfsstoffen besonders wichtig. Auch die richtige Einstellung der Anpresskraft und die Möglichkeit, die Druckhaltezeit zu erhöhen, helfen hier weiter.
Schließlich sollten Maßnahmen ergriffen werden, um eine Kreuzkontamination zwischen zwei oder mehreren verschiedenen Produkten zu vermeiden, die zur gleichen Zeit in derselben Maschine verarbeitet werden. Dies kann durch eine spezielle Ausführung der Füllschuhe mit einer Abdichtung des Spalts zwischen Füllschuhplatte und Matrizentisch, einer optimierten Matrizentischabstreifung und einer Staubabsaugung vor jedem Füllschuh erreicht werden.